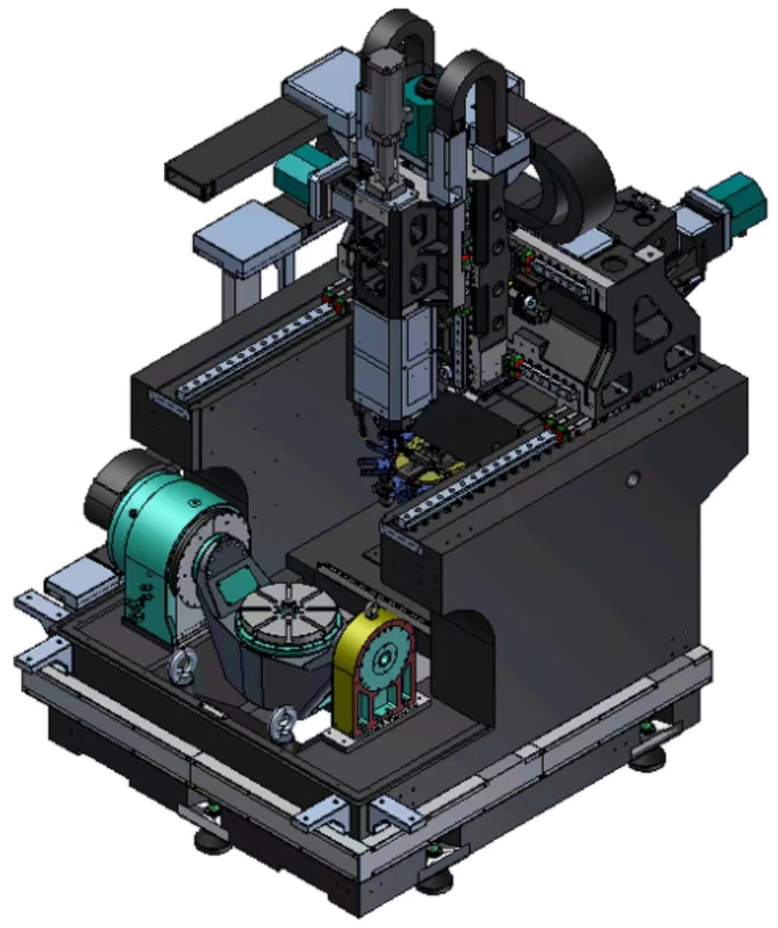
Positioning accuracy testing of rotary table
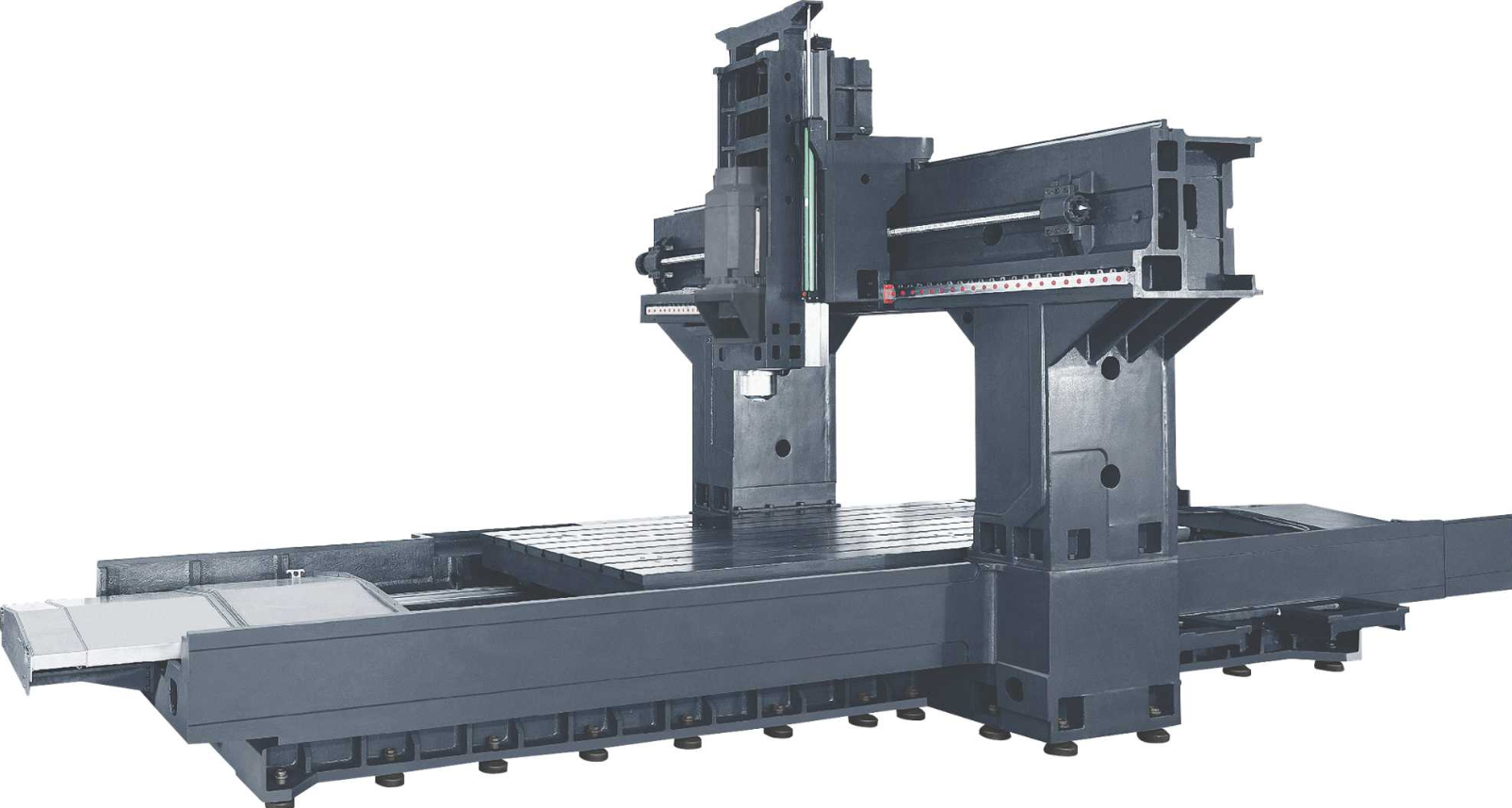
For gantry machining centers equipped with rotary tables, positioning accuracy is equally important.
Measuring tools include standard rotary tables, angle polyhedra, circular gratings, and collimators (collimators), which can be selected according to specific needs.
The measurement method involves rotating the table forward (or backward) by a certain angle, stopping, locking, and positioning it. Using this position as a reference, the table is then rapidly rotated in the same direction, locking and positioning it every 30°, and measurements are taken.
One full rotation is measured in both the forward and reverse directions. The maximum difference between the actual rotation angle at each positioning position and the theoretical value (command value) is the indexing error.
For CNC rotary tables, target positions should be defined in 30° increments. For each target position, rapid positioning should be performed seven times in both forward and reverse directions. The difference between the actual achieved position and the target position is the positional deviation. The average positional deviation and standard deviation should then be calculated according to the method specified in GB10931-89, “Evaluation Method for Positional Accuracy of Numerical Control Machine Tools”. The difference between the maximum sum of all average positional deviations and standard deviations and the minimum sum of all average positional deviations and standard deviations is the positioning accuracy error of the CNC rotary table.

Considering practical usage requirements, measurements are typically focused on several right-angle division points such as 0°, 90°, 180°, and 270°, requiring the accuracy at these points to be one level higher than at other angles.
www.dabaicnc.com